Low pressure float control
A simple float control consisting of a spherical or cylindrical chamber on a pivoting lever mechanism controls the flow of refrigerant. Some float controls modulate the flow of refrigerant to maintain the required liquid level, whereas others consist of high and low level settings and open or close fully as required. As the thermal load increases, more liquid refrigerant is vaporised and the float acts to restore the liquid level to the original setting. It is important to note that this type of control does not respond to any changes in evaporating pressure/saturation temperature within the evaporator.
A separate chamber can be positioned adjacent to the evaporator to house the float valve. One float valve can be used to maintain the desired refrigerant liquid level in two or more evaporators. By-pass valves should be installed to allow refrigerant to flow around the float valve so that in the event of the float valve jamming in the closed position it will at least allow refrigeration to continue until the problem is rectified. A handoperated expansion valve can be installed to allow control of the refrigerant liquid flow in the event of recirculating pump failure (see Fig 1).
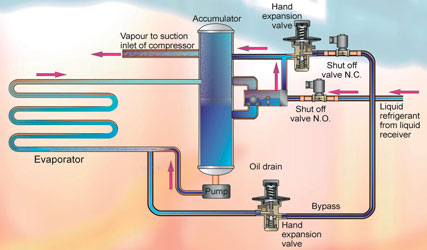
Figure 1: A schematic arrangement of a low pressure float control system
High pressure float control
Whilst the concept is similar to that of the low pressure float control, there are fundamental differences in this method. Refrigerant liquid from the condenser flows to the float chamber under high pressure. The float valve opens as the liquid level rises thereby allowing refrigerant to flow to the evaporator via a pressure reducing valve. As the thermal load increases, more refrigerant vapour is produced and flows via the compressor to the condenser.
The increased flow from the condenser causes more refrigerant to enter the float chamber. Clearly, the flow of refrigerant into the evaporator is directly related to the flow of refrigerant leaving the condenser and is not governed by variations in evaporator pressure/saturation temperature. A schematic arrangement of a high pressure float control system is illustrated in Fig 2.
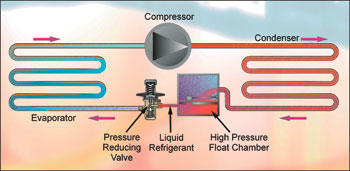
Figure 2: A schematic arrangement of a high pressure float control system
The float valve will always ensure that a limited and fixed amount of refrigerant remains in the high side condenser and that most of the liquid is retained in the evaporator as desired. However, if the refrigerant charge is too high, excess liquid refrigerant will flow uncontrollably to the compressor resulting in minor damage or serious failure. Undercharging of such a system will cause inadequate liquid supply to the evaporator and hunting of the float control.
Excessive running hours will occur as the system attempts to maintain the required design temperature. When the compressor is stopped, the liquid level in the float chamber falls causing the float valve to close thus ceasing supply to the evaporator. When the compressor starts, this liquid level rises in the float chamber, the float valve opens and refrigerant flow through the evaporator recommences.
EVAPORATORS
Direct expansion fin and tube evaporators
The primary function of any air conditioning system is to cool and dehumidify air. In direct expansion (DX) systems this is achieved by passing the air over an extended surface which is directly cooled by an evaporating refrigerant flowing inside a tube, or tubes, over which the air passes. The rate of heat transfer between the refrigerant and the inside wall of the tube is greater than that between the air and the outside of the tube. To compensate for this inequality, the outside surface is enhanced by the addition of fins – the ratio of external to internal surface area may be typically 20:1.
The basic construction of evaporator coils today uses multi-row plate fins, accurately spaced by collars raised during the punching process and thin wall copper tubes. The tubes are inserted through the collared holes in the fins and then expanded in diameter to give a good mechanical and thermal bond.
Fins are punched from very thin (0.1-0.25mm) aluminium or copper strip or foil. In addition to flat fins, different suppliers can also offer a variety of fin patterns designed to enhance the heat transfer efficiency, these include waffled, wavy and louvred fins. The fin edges also may be straight-cut or rippled.
To provide corrosion protection in harsh environments, fins can be made from vinyl coated aluminium strip. Although this will be more resistant than plain aluminium, the raw-cut and punched edges will, in time, lead to deterioration, particularly in marine and coastal regions. For improved protection of aluminium fins, an epoxy (phenolic) coating can be applied by completely dipping the coil after manufacture. This can give protection for many years. Tubes are normally drawn from phosphorous deoxidised non-arsenical copper, and are internally and externally clean. Tube wall thickness varies from 0.3-0.7mm, according to diameter. The tube is usually bent into hairpins to reduce the number of brazed joints necessary. As with fins, tube is also available with performance-enhancing features in the form of internal rifling, which increases the internal surface area and promotes turbulence leading to improved heat exchange.
Tube expansion
Tube expansion is most commonly achieved by pushing a ball or “bullet” through the inside of each tube. The bullet size is sufficiently large to increase the diameter of the tube and create an interference fit with the fin collars thus producing strong mechanical joints with essential thermal contact. Depending on the size of the coil, and the quantity of a given size to be manufactured, the tubes may be expanded in different ways: all tubes simultaneously using a large hydraulic ram; in pairs (for hairpins) with semi-portable equipment; or individually. Single tubes can be expanded using the same equipment as for hairpins, or by pulling a bullet through the tubes using a draw-bench. Other methods include pushing bullets through the tubes under hydraulic pressure and pumping up completed coils with water under high pressure.
Return bends
Return bends are brazed on to join up all the open tube-ends to produce continuous flow paths or streams. During the brazing process, an inert gas is used to blanket the inside of the tubes and prevent internal oxidation. Several types of bend are used depending on the complexity of the desired streaming. These include return, long, cross-over and three legged bends.
Distributors
Distributors are used at the inlet to multi-streamed evaporators, to distribute refrigerant to each stream. For two or three streams, distributors may be formed from copper tube, but, more usually, they are accurately machined brass components. Between the distributor and the evaporator inlets are the feeds, which are formed from lengths of small diameter copper tube. The size of these feeds is carefully selected so that their resistance accurately controls the proportion of refrigerant entering each stream in the coil.
Suction headers
Suction headers are simply pipes with stub tubes, which join together the outlet ends of the streams of multi-streamed coils. They are of a diameter appropriate to the number of streams and the total refrigerant flow through the evaporator. In order to ensure circulation of oil and prevent oil logging in the evaporator, the outlet from the suction header should be at, or below, the level of the lowest stub tube, with any rise thereafter. Following assembly, evaporator coils must be thoroughly tested for leaks. This is normally carried out by immersing the coil in a tank of warm water and filling it with dry air to a pressure of approximately 30-35bar. The warm water causes any bubbles, from leaking joints or faulty tubes, to expand and thus become more readily visible. After pressure testing, evaporator coils are internally dried, either by evacuation in an oven, or by purging with dry (-40°C dew point) air or nitrogen.
Coil face dimensions
In designing an evaporator for a particular requirement, the factor which most influences its dimensions is the volume flow rate of air to be cooled. The finned height and finned length (face area) of the coil must be chosen to give an acceptable face velocity (volume flow rate divided by face area). The rate of heat transfer from the air to the surface of the fins increases with increasing air velocity. The face velocity, therefore, should be sufficiently high to ensure a good external heat transfer coefficient, but not so high that, too high a resistance is imposed on the fan, or that any condensed moisture is blown off the fins. The coil resistance varies roughly as the square of the face velocity and moisture carryover can occur at velocities above 2-2.5m/s. Having chosen the coil face dimensions, fin spacing must be considered. As the rate of heat transfer from the air to the evaporator is a function of surface area, it would be natural to go for the maximum possible fin density.
Manufacturing considerations limit the closest fin spacing to around 1.5mm but, at this density, problems of high air resistance and the need for increased levels of filtration to prevent blockage by dust particles make 1.8-2mm a more common choice. Moisture carryover is also likely to be more of a problem with close fin spacing.
A further consideration regarding fin spacing are the operating conditions of the evaporator. At low air volumes (fan speed at minimum) and low air-on temperatures (process rooms) there can be a risk of frosting. Once a coil begins to be blocked by frost, the evaporating temperature will quickly fall, leading to more latent cooling and increasing frost accumulation. Where these conditions are likely, a wider fin spacing is usually chosen. In the Fig 2: A schematic arrangement of a high pressure float control system p-Masterclass 6/12/06 10:36 am Page 2level rises in the float chamber, the float valve opens and refrigerant flow through the evaporator recommences.
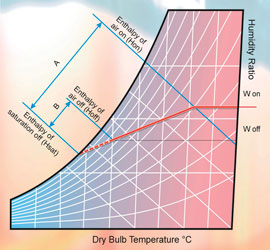
Figure 3: Psychrometric chart showing dehumidification
Bypass factor
It is clear that the slope of the solid line can be varied to give different values of W off whilst keeping H off the same. This means that it is possible to have the same total cooling duty with different amounts of dehumidification. A method of predicting the slope of the cooling line has been developed which uses the theory of bypass factors. The idea of this assumes that some of the air passes through the evaporator coil without coming into contact with any cold surface, and consequently is unaffected. The remainder of the air is assumed to be cooled to some point on the saturation curve. Mixing these two air streams gives the actual air leaving condition. The proportion of the total air stream, which bypasses the coil, is the bypass factor, and is represented by B divided by A. Bypass factors (BPF) have been established for various fins, which can be used in predicting coil cooling performances. Knowing the heat transfer performance of a particular coil design, together with the air and refrigerant temperatures, it is possible to calculate a value for H off. The position of H sat can be found by trying different values until (H off-H sat)/(H on-H sat) = BPF.
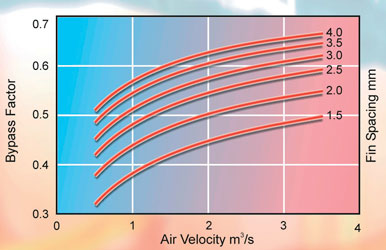
Figure 4
Fig 4 shows the effect of varying the fin spacing on a coil with a fixed number of rows of tubes. As would be expected, higher bypass factors and hence more dehumidification will result from wider fin spacing. In practice, with a fixed air velocity and number of rows of tubes, the only way to maintain the total cooling capacity of the evaporator would be to reduce the evaporating temperature. This is why more moisture would be removed. Fig 5 shows the effect of the number of rows of tubes in the coil on the bypass factor, whilst keeping the fin spacing constant. It will be no surprise to see less bypass air with increasing coil depth and rows of tubes. Again, however, if everything else is fixed, fewer rows of tubes will require lower evaporating temperatures to achieve the same cooling duty.
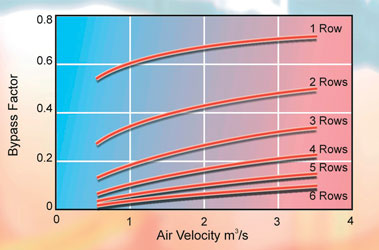
Figure 5
Tube size
The rate of heat transfer from the inside tube surface to the boiling refrigerant increases with refrigerant velocity, as with air to fins. Again there has to be a balance between high values of heat transfer and system penalties associated with high evaporator pressure drops. Unnecessary pressure losses through the evaporator result in lower suction pressures at the compressor and reduced compressor performance. Conversely, too low a pressure drop in a multi-stream coil can lead to poor refrigerant distribution.
In order to maintain an acceptable balance, the majority of evaporator coils are multi-streamed. That is, the refrigerant flows through a number of separate but parallel paths, or streams, from the inlet to the outlet of the coil. At the inlet, the refrigerant is distributed between the various streams, using a distributor as discussed earlier. Although some evaporator coils have large numbers of streams to limit the pressure drop, ultimately a change in coil tube diameter becomes necessary. Common tube diameters include 3/8in, 1/2in, 5/8in and 3/4in. In some small domestic air conditioners, even smaller tubes are being used. Generally larger diameter tubes will be spaced further apart, both vertically and between rows.
For optimum performance, evaporator coil streams are arranged to rise from inlet to outlet. This is to allow the vapour to flow upwards through the boiling liquid, rather than being forced downwards against its natural buoyancy. Pressure drop through the coil causes the evaporating temperature to fall from inlet to outlet.
To take advantage of this, by maximising the effective temperature difference between the air and refrigerant, a parallel flow arrangement is used where the number of rows of tubes makes this possible. The final one or two tubes in each stream, however, are arranged on the warmer, airon, side of the coil, in order to superheat the outlet gas with the most efficient use of coil surface.
Multiple refrigerant sections
For standby or capacity control purposes, evaporator coils may be split into a number of refrigerant sections. Each of these has its own distributor and suction header, and is part of a separate refrigerant circuit including a compressor. Multiple coil sections are normally interlaced, so that the air is cooled uniformly when one or more sections is not operating.
To increase dehumidification, evaporator sections may be arranged one above the other in the face height of the coil. This is achieved by satisfying the total cooling requirement with just a part of the coil, which operates at a lower than normal evaporating temperature. Cooling capacity reduces dramatically from the air-on, to the air-off, face of the coil. It is never good practice, therefore, to have multiple refrigerant sections arranged one behind the other in series, as this produces unbalanced loading of, and the potential to overload, the compressors.
NEXT MONTH: Plate Heat Exchangers
With thanks to Mike Creamer of Business Edge who revisits his Masterclass series of articles, updating and adding to the information which proved so useful to readers when the series was first published over ten years ago. In this reincarnation, the series will cover both air conditioning and refrigeration and serve as an on-going source of technical reference for experienced personnel as well as providing a solid educational grounding for newcomers to our industry.